







Laboratory Filtration Equipment for Mining and Mineral Processing
Ünal Engineering designs and manufactures reliable laboratory filtration equipment used in mining, metallurgy, and mineral processing laboratories. Our pressure filters, vacuum filtration systems, and quadruple vacuum filtration strainers are engineered to ensure efficient solid-liquid separation for a wide range of sample types and test conditions.
Efficient Filtration in Laboratory Applications
Filtration plays a crucial role in mineral sample preparation and analysis. Whether removing excess water from ore slurries or separating fine solids from liquids, Ünal Engineering provides laboratory filtration systems that deliver consistent and accurate results. Our machines are designed to operate under controlled pressure or vacuum, ensuring optimal drying and separation performance.
Pressure Filter Systems
The pressure filter is ideal for fast and efficient dewatering of mineral slurries under controlled pressure. Built with high-strength materials, it ensures safety, precision, and long-term durability. These filters are commonly used for laboratory-scale metallurgical testing and pilot plant simulations. Adjustable pressure levels allow precise control over filtration rates and solid content recovery.
Vacuum Filtration Systems
Our vacuum filtration system provides reliable and easy-to-use filtration for small to medium-sized samples. It consists of a vacuum pump, filter assembly, and collection flask, ensuring smooth and consistent filtration for mineral, chemical, and metallurgical samples. The system is portable, simple to operate, and designed for repeatable results.
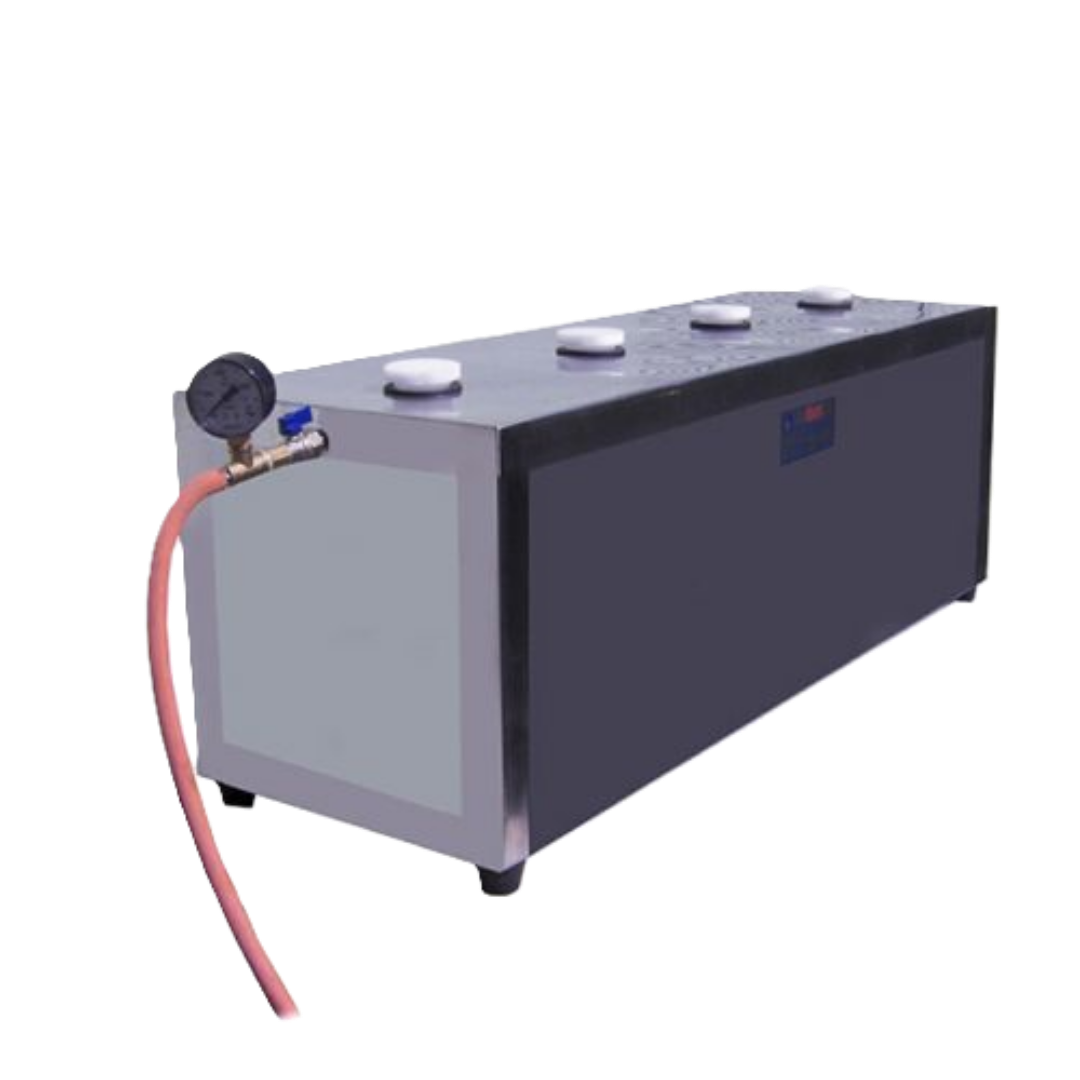
Quadruple Vacuum Filtration Strainers
For laboratories handling multiple samples simultaneously, Ünal Engineering offers the quadruple vacuum filtration strainer. This system allows four different filtrations to be performed at once under uniform vacuum conditions, improving efficiency and throughput. It is ideal for research and quality control environments that demand high productivity and reliability.
Advantages of Ünal Engineering Filtration Equipment
- Efficient solid-liquid separation for mineral samples
- Durable stainless-steel and corrosion-resistant components
- Adjustable vacuum and pressure settings
- Low maintenance and easy cleaning design
- Compliance with international laboratory safety standards
Applications
- Mining and metallurgical laboratories
- Ore and slurry testing facilities
- Chemical and research laboratories
- Educational and R&D laboratories
Why Choose Ünal Engineering?
Ünal Engineering has over two decades of experience in manufacturing mining laboratory equipment. Our filtration systems are trusted by laboratories worldwide for their precision, safety, and reliability. Each system undergoes rigorous quality control to ensure high performance under demanding laboratory conditions.
Custom Solutions and Technical Support
We provide tailored laboratory filtration systems designed to meet the specific needs of different industries and sample types. From compact setups to multi-unit vacuum strainers, our engineering team ensures that every product meets international standards and customer expectations. Global installation and support services are available for all models.
Contact Us
If you are looking for efficient, durable, and accurate laboratory filtration equipment for your mining or mineral testing facility, contact Ünal Engineering today. Our specialists will help you choose the right pressure or vacuum filter solution to optimize your laboratory workflow.